
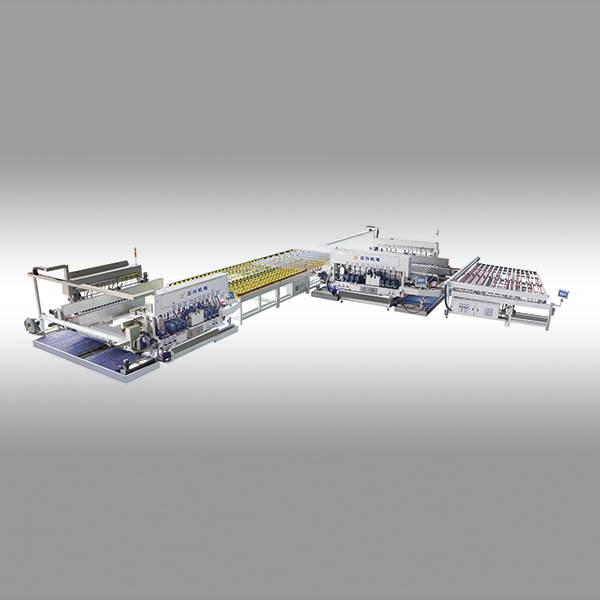
vysokorychlostní vysokorychlostní skleněný povrch s dvojitým lemováním T přenosový stůl
FH4225 SM2242GT + ZT4225 + SM2225GTS

Řídicí počítač

Přesný systém měření serva

systém nastavení šířky

Vysoce kvalitní elektronické součástky

Pneumatický lešticí systém

Arrisův motor

Vysoce efektivní přenosový stůl

Vysoce efektivní přenosový stůl
Úvod do stroje
Skleněný měřicí stůl
Řídící systém
Zařízení se používá k přenosu a umístění skla, které se má zpracovat, k přesnému měření délky, šířky a tloušťky skla a k přenosu dat na brusku s dvojitým ostřím a další zařízení na zpracování pro další zpracování skla.
Konstrukce skleněného měřicího stolu obsahuje 4 níže uvedené části:
1. Positiong tabulka
Přenos skla pohybujícího se dopředu nebo do strany je poháněn frekvenčním měničem a motor s proměnnou frekvencí. Rychlost přenosu lze upravit. Přesné polohování pomocí vysoce kvalitní senzory. Po správném umístění lze měřit délku, šířku a tloušťku skla.
2. Měřicí zařízení
Rozměr délky a šířky skla se měří pomocí vysoce přesného senzoru pohonu ozubeného kola poháněn servomotorem. Rozměr tloušťky skla se měří válcovým nylonovým blokem tlačeným na povrch skla a kodérem poháněným ozubeným kolem. Tlak ve válci se nastavuje samostatně.
3. Elektrický řídicí systém
ECS se skládá z programovatelného řadiče (PLC), dotykové obrazovky (HMI), servopohonu, servomotoru, frekvenčního měniče, frekvenčního měniče, senzoru atd. PLC řídí stroj tak, aby pracoval automaticky podle technologie zpracování. HMI dokončuje úlohu interakce člověka s počítačem.
4. Softwarový systém
Softwarový systém porovnává data ze skleněné měřící tabulky s údaji o objednávce a automaticky odpovídá nejbližším datům ze skla. Mezitím jsou data o skle přenášena na brusku s dvojitým břitem a další zařízení pro zpracování pro režimovou nebo dávkovou výrobu.
Provozní princip:
Ručně nebo automaticky položte jednu skleněnou tabuli na skleněný měřicí stůl. Skleněný měřicí stůl přenáší, umisťuje a přesně měří rozměry délky, šířky a tloušťky skla. Naměřená data ze skla se přenášejí do řídicího systému k porovnání, aby odpovídala datům objednávky, a přenášejí se na brusku s dvojitým okrajem a další zařízení pro zpracování pro další zpracování skla. Další skleněná tabule se položí na skleněný měřicí stůl a zahájí se další pracovní cyklus.
2. Lešticí stroj s dvojitou hranou na sklo.
Model č.: SM2242GT SM2225GTS
Tento stroj je určen k leštění dvou protilehlých okrajů skla současně.
a) Ovládání
Tento stroj využívá japonské řízení PLC Mitsubishi a 10 ”operátorské rozhraní. Na obrazovce se zobrazují všechny podrobné parametry skla. Každý stroj lze ovládat vlastním počítačem nebo ovládat hlavním počítačem.
Práva uživatele lze označit jako operátor / oprava / správce, což brání vzniku chyb, chrání stroj před nesprávnou funkcí.
b) Vysoce přesný přenos.
Dva rozvodové řemeny dopravníku jsou poháněny dvěma servomotory s vysokou přesností, vysokou rychlostí a vysokou synchronizací.
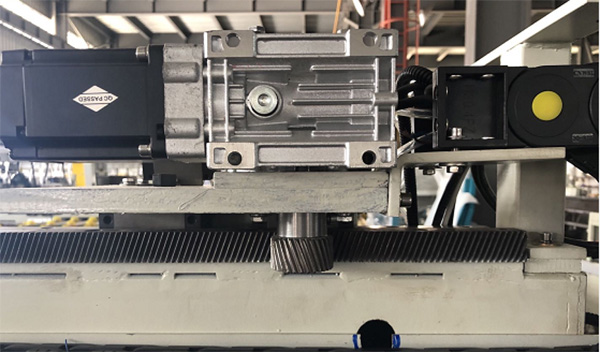
c) Pohyb mobilního brusného úseku.
Mobilní brusná část se pohybuje podél lineárního vedení s dvojitým kuličkovým ložiskem. Převod je realizován pomocí kuličkových šroubů, které jsou poháněny servomotorem, maximální rychlost pohybu brusné sekce může dosáhnout 15 metrů za minutu. Tento systém také zahrnuje brzdový a uchopovací systém, který může zaručit stabilní pohyb brousicí části, nízkou sílu nárazu. Tato struktura může zaručit stabilitu uchopovací síly pro velké sklo, a to i po dlouhodobém provozu stroje.
d) Každá dvojitá hrana má jednu autoamtickou střední nosnou lištu, která se pohybuje spolu s pohyblivým úšklebkem, který podepírá sklo ze střední polohy, aby se sklo nehnulo. Pro velmi velké dvojité hrany dodáváme také jednu přenosnou nosnou lištu, kterou lze v případě potřeby umístit ručně.
e) Systém horní a dolní dráhy používá konstrukci posuvné desky bez zaseknutého problému jako tradiční systém posuvných pouzder
f) Polohovací systém.
Systém pro zavádění skla zahrnuje čtyři části: pevné válečky, pohyblivý systém uchopení vzduchu, vyrovnávací bloky (jeden levý a jeden pravý), horní přítlačné válečky (jeden levý a jeden pravý). Sklo je přesně vyrovnáno a pevně přitlačeno polohovacím systémem. Tento systém zaručuje přesnost broušení a lešticí účinek.
g) Snadné nastavení
Zvedání / klesání horního sledovacího systému a motorů horního arrisu jsou poháněny motory. Lze jej nastavit automaticky podle různé tloušťky skla.
h) Systém leštění vzduchu.
Lešticí kotouč je ovládán vzduchem, který je řízen PLC a elektromagnetickým ventilem, který se může pohybovat dopředu / dozadu podle polohy skla. Tento systém dokáže automaticky kompenzovat opotřebení kotoučů, čímž vytváří stálý tlak na sklo a dosahuje stejných výsledků leštění.
Pohyblivý systém lešticího motoru používá vysoce přesný duralový lineární kluzný systém.
i) Suterén a rám:
Jsou vyrobeny z tlusté vyrobené oceli, která je v naší továrně ošetřena žíhací pecí. S dobrou stabilitou a pevností v krutu, pevností v ohybu.
j) Motor
Používejte vysoce přesný motor ABB s proměnlivou frekvencí a nízkými vibracemi. Otáčky motorů lze zvýšit na 4300 ot./min pomocí frekvenčního měniče, pracovní rychlost stroje lze zvýšit na 20 metrů / minutu.
Řídicí systém motoru má ochrannou funkci přetížení / nedostatku fáze / zkratu, elektronické součásti používají mezinárodní značku, standardní typy, lze je snadno najít na trhu, což snižuje náklady na údržbu zákazníka, zvyšuje efektivitu výroby.
k) Horní / dolní vysílací dopravník přijmout rozvodové řemeny.
l) Mazání:
Lineární šroub s dvojitým kuličkovým ložiskem a vodicí kolejnice jsou mazány automatickým olejovým čerpadlem.
Stroj také vybaven ručním mazacím čerpadlem, které maže kluznou plochu.
m) Nastavení pracovní rychlosti: Prostřednictvím frekvenčního měniče.
n) Nádržka na vodu, zásobník na vodu, horní / spodní kryt rozvodového řemene, lineární vodicí lišta / kryty kuličkových šroubů jsou vyrobeny z nerezové oceli.
o) Amperometr:
zkontrolujte rozložení kol.
Více podrobností fotografie.
Rohový brusný motor
Náhradní flexibilní vodotěsný design připojovacího modulu srozumitelný indikátor pro ampérmetr motoru nahoru a dolů.
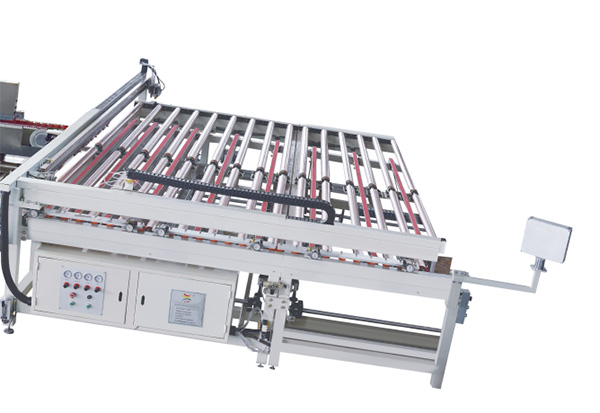
3. Přenosový stůl ve tvaru L. Válečkový stůl a rozvodový řemen.
Tento stroj se skládá z přenosového systému válečků a systému přenosu rozvodového řemene. Válečkový přenosový systém je poháněn řetězem, rychlost je ovládána měničem podle nastavovací rychlosti.
Systém přenosu ozubeného řemene lze zvednout nahoru a dolů dolů. Když sklo vyjde z první dvojité hrany, systém rozvodového řemene se zvedne nahoru. Sklo bude přesunuto do pravé polohy a poté spuštěno dolů na válečkovém vysílacím systému.
Systém dopravníku s rozvodovým řemenem používá tělo z hliníkového profilu.
technické parametry
Rychlost výroby
| Položka | Tloušťka skla | Max. pracovní rychlost | Povrchová úprava skla |
|
1 |
4 - 6 mm | 22 m / min | Hrubé broušení |
|
2 |
8-10 mm | 18 m / min | Hrubé broušení |
|
3 |
12 - 15 mm | 15 m / min | Hrubé broušení |
|
4 |
4 - 6 mm | 16 m / min | Jemné leštění |
|
5 |
8-10 mm | 14 m / min | Jemné leštění |
|
6 |
12 - 15 mm | 12 m / min | Jemné leštění |
Přesnost práce:
| Položka | Popis | Přesnost Rozsah |
|
1 |
Přesnost diagonální čáry | ≤0,5 mm / m |
|
2 |
Paralelní přesnost | ≤0,2 mm / m |
|
3 |
Přesnost velikosti Arris | ≤0,2 mm / m |
|
Položka |
Parametr | Rozsah |
|
1 |
Max. velikost skla | 4200x2500 mm |
|
2 |
Min. velikost skla | 350 x 350 mm (dvojitá hrana bez středního držáku cket400 x 400 mm (celá řada) |
|
3 |
Tloušťka skla | 3 - 28 mm |
|
4 |
Šířka arris: | 1 - 3 mm |
|
5 |
Hloubka broušení | 3 mm (jedna strana) |
|
7 |
Rychlost nastavení šířky | 1 - 15 m / min |
|
8 |
Pracovní tlak vzduchu | 0,7 MPa |
| Pracovní výška: | 920 - 960 mm | |
|
9 |
Úplná síla | Kolem 135 KW / 380V 50Hz 3P |